パールデックスとは
パールデックスはバレルカム機構に属します。従って基本部品は“カム”、“ホイール”、“従動体”の3点からなる非常にシンプルな構造です。
従動体をスチールボールに置き換えることにより、従来のバレルカムインデックスに対し小型化を実現しています。
カムを等速回転させることにより出力軸がカム曲線に従い間欠回転運動します。

パールデックス-PDW

.gif?width=431&height=273&name=index_cam%20(HP%E7%94%A8%E5%9C%A7%E7%B8%AE).gif)
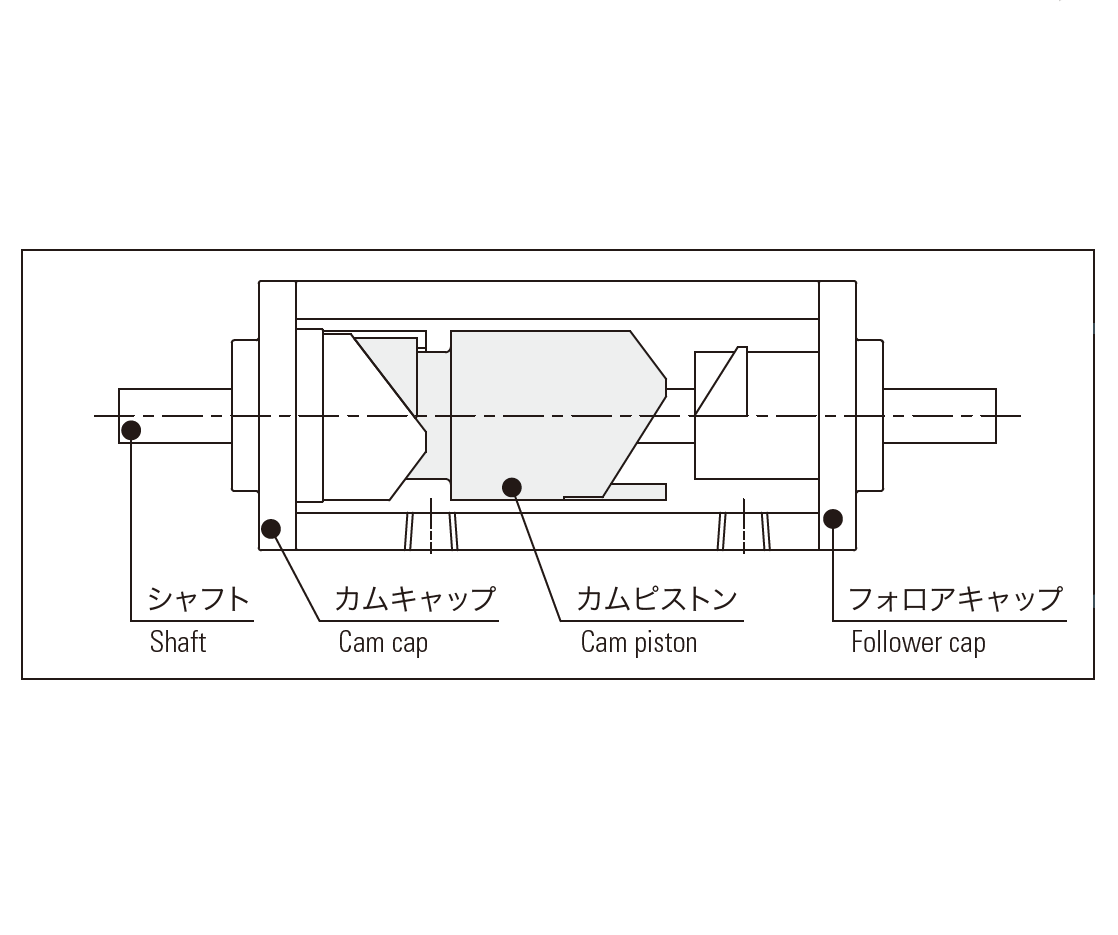
MDFシリーズとは
MDFシリーズは、ピストン両端のカムによりピストン片道動作で1割出を完了するエアシリンダ式インデックスです。
単純な要素により構成されており、耐久性に優れコンパクトな製品になります。

エアインデックスシリンダ-MDF
.jpeg?width=698&height=572&name=index_mdf_kouzou%20(HP%E7%94%A8%E5%9C%A7%E7%B8%AE).jpeg)
※図はMDF30です。
※シール部分は全てJIS規格品です。
※逆回転は内部のワンウェイクラッチ作用のためにできません。
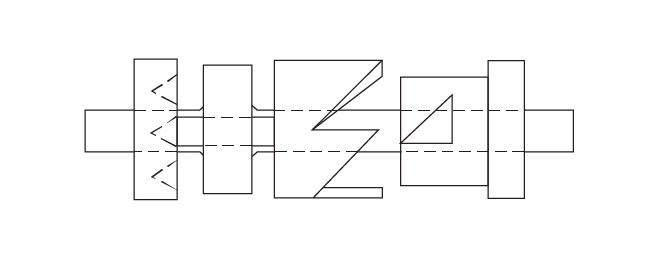
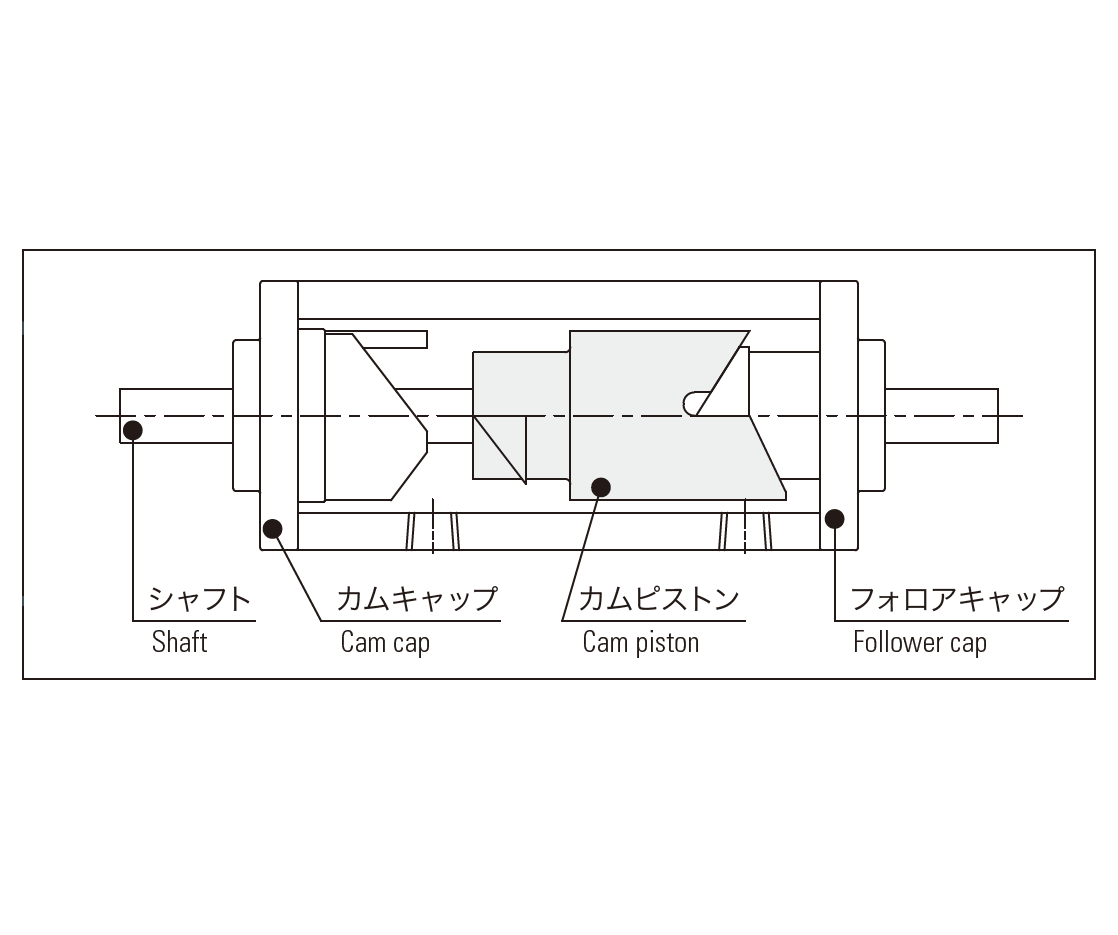
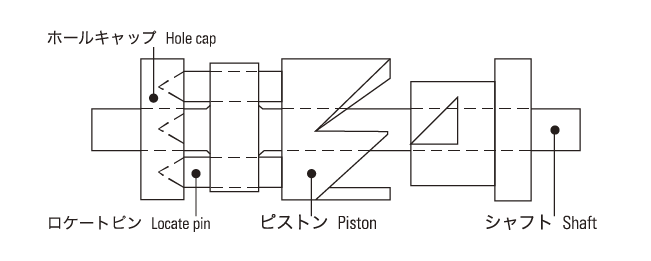
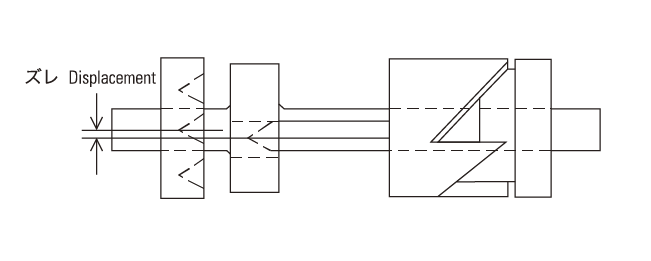
エアインデックスシリンダの動作原理
内部ピストンが片道動くごとに1割出を完了します。
割出完了(停止)
割出中
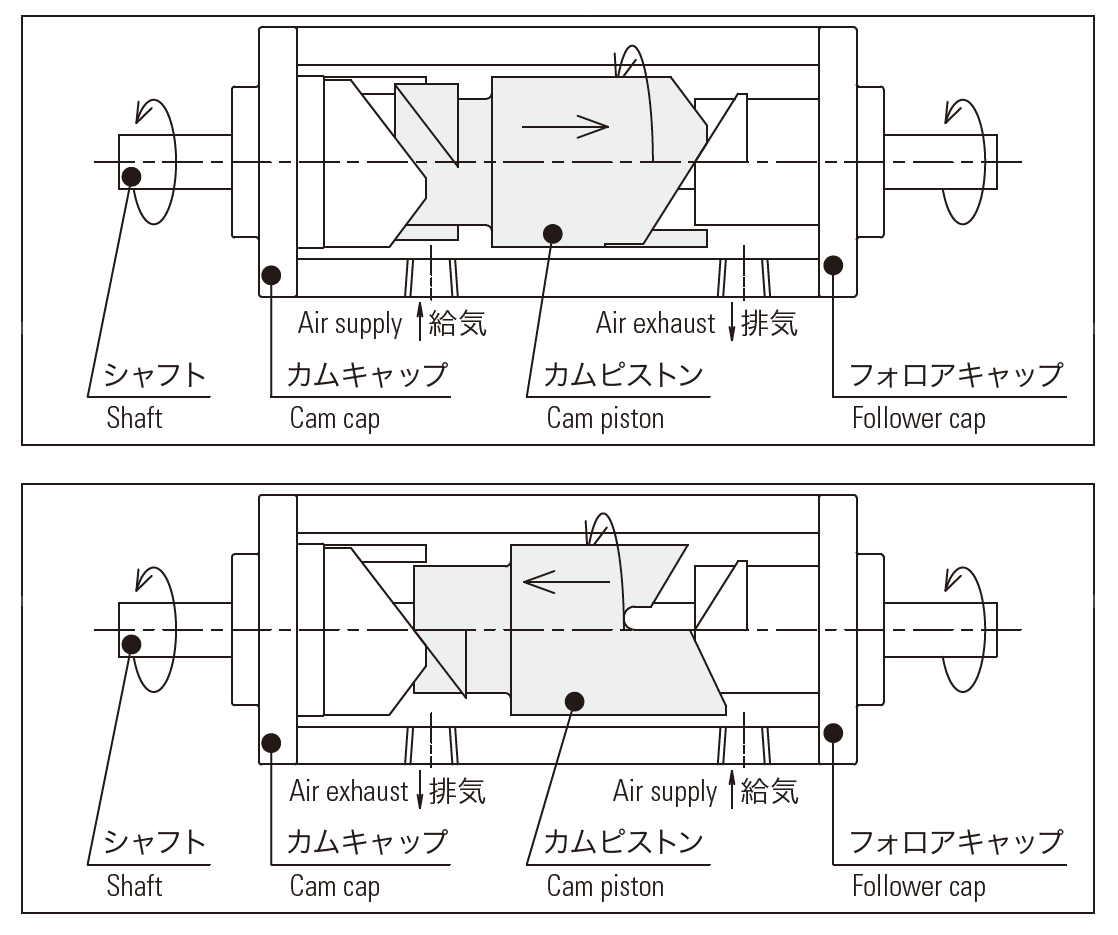
割出完了(停止)
MTシリーズとは
MTシリーズは、エアインデックスシリンダの割出原理を基本とし、割出精度と剛性を向上させたインデックステーブルユニットです。
4方弁からのエア配管のみで割出し作用を行うため、小型ボール盤やタッピング等に簡単に載せ、省力化することができます。
また組立機等にもその小型特性を有効に活かして組込む事ができ、実に幅広い応用範囲をもっています。

エアインデックステーブル-MT
.jpeg?width=595&height=443&name=index_mt_kouzou%20(1).jpeg)
※MT70型は⑨スラストベアリング、⑪ワンウェイクラッチは入っておりません。
※シール部分はすべてJIS規格品です。
動作概要
2段のモーションによる割出作用を行います。
右図下図のように、ロックするために約5°の動きを必要としています。この点を考慮してお使いください。
なお、ロック時のトルクは割出時のトルクより常に大きくなっています。

1.停止(原位置)
2.割出
3.ロック